 请求处理中...
请求处理中...
请求处理中...
请求处理中...
引言:纸上得来终觉浅
你有没有遇到过这样的场景——在产品设计图纸上,你画出了一条完美的U型枕曲线:弧度优雅、比例协调、贴合颈部的每一处起伏都恰到好处。你满怀信心地把图纸交给工厂,对方看了一眼,问了一个让你愣住的问题:“你这个R角的弧度,模具开不出来,发泡料也充不满,考虑过改一下吗?”
这时候你才意识到,产品设计从来不是“画出来”就结束了。线条画好了,但做得出来吗?这个问题,是每一位U型枕设计师在从图纸走向实物时必须面对的拷问。设计的每一处弧度、每一个曲面、每一条分型线,最终都要经过发泡工艺和模具实现的检验。设计不考虑工艺,就是纸上谈兵;工艺不理解设计,就做不出好产品。
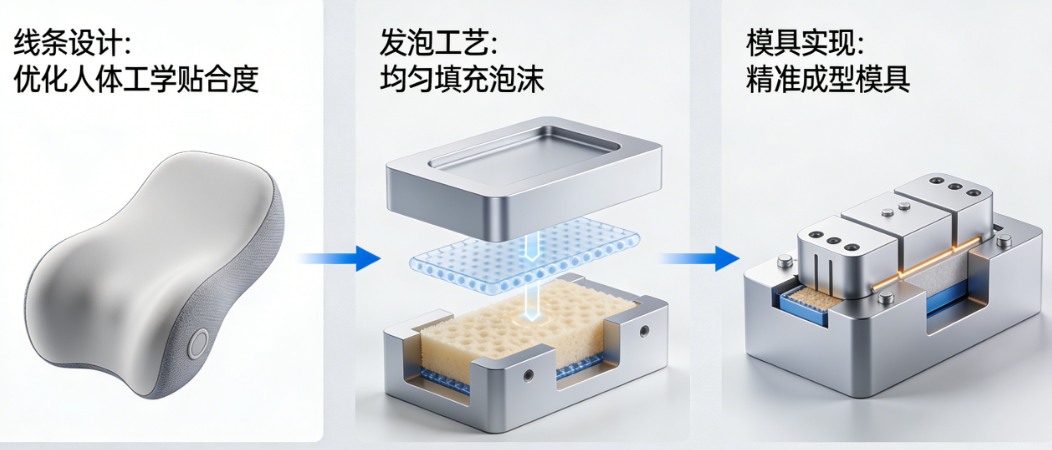
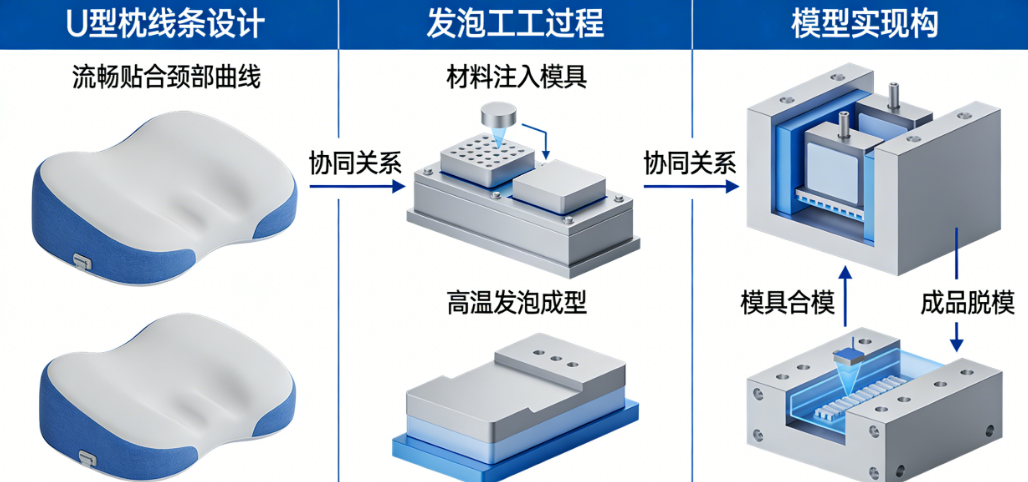
U型枕设计看似简单,但它的生产过程涉及发泡材料的流动特性、模具的结构设计、脱模的可行性等多个专业领域。一个成功落地的U型枕产品,是线条设计、发泡工艺与模具结构三者协同配合的结果。今天,我们就从这三个维度出发,探讨如何让设计图纸上的线条,真正变成可以批量生产、品质稳定的实物产品。
主体:设计、工艺、模具的三方协同
设计端:线条不是随便画的,每一笔都要有“工艺意识”
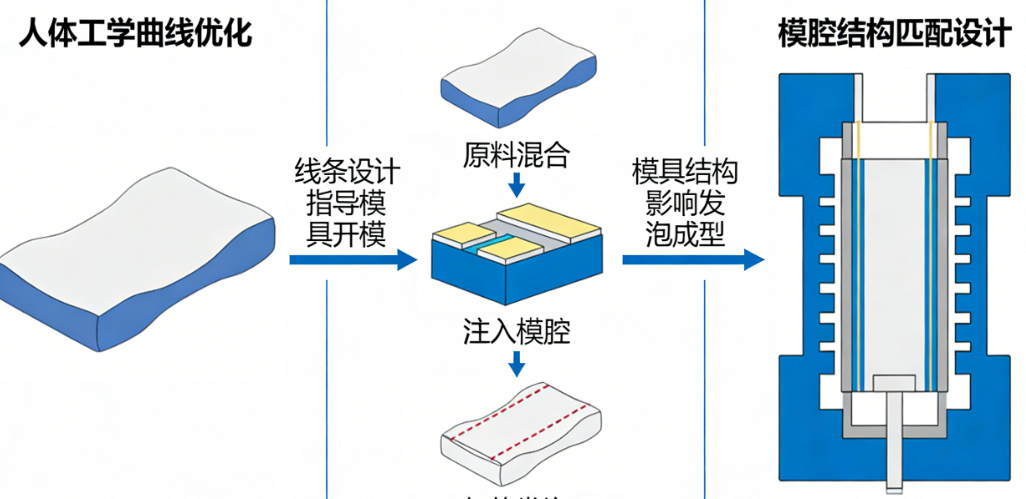
很多工业设计师在产品设计初期,只关注外观美感和人体工学数据,把工艺问题完全抛给后端工程师。这种“我先画,你们想办法做出来”的工作方式,往往是项目后期反复改模、延期交付的根源。真正高效的设计,是在画线的同时就已经在思考:这条曲线,发泡料能流过去吗?这个倒扣,模具能脱出来吗?
在U型枕的设计中,有几个关键的几何要素需要特别关注。首先是脱模斜度——凡是垂直于模具开合方向的立面,都必须设计一定的斜度,否则产品在开模时会粘在模具上无法取出,或者强行脱出时撕裂表面。通常建议的脱模斜度在3度到5度之间,具体取决于发泡材料的收缩率和表面质感要求。
其次是圆角过渡。尖锐的内外角在发泡成型中是大忌——尖角处发泡料流动受阻,容易出现填充不满或缺料;同时尖角也是应力集中点,产品在使用中容易从这里开裂。设计时应将所有棱角转化为圆角,内圆角建议不小于产品壁厚的0.5倍,外圆角则根据造型需要灵活处理。
还有一个容易被忽视的点是壁厚均匀性。发泡材料在化学反应过程中会膨胀,如果产品壁厚差异过大,薄壁处先固化、厚壁处还在膨胀,会产生内部应力甚至变形。理想的设计应保持壁厚相对均匀,确实需要厚薄过渡的地方,也应有平缓的渐变,而不是急剧变化。
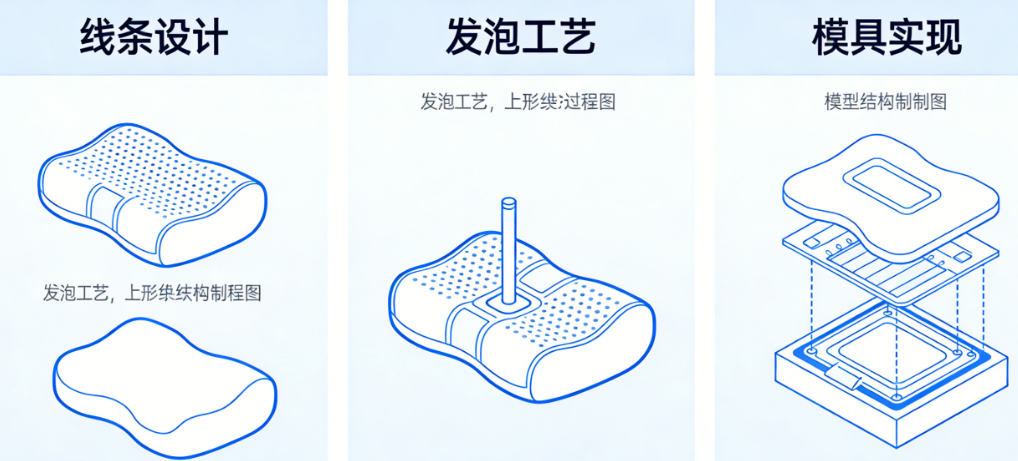
工艺端:发泡材料的“脾气”决定了设计的边界
U型枕的核心材料通常是聚氨酯发泡、乳胶或硅胶,每种材料都有自己的“脾气”,设计师必须尊重这些特性,才能让图纸落地。
以最常见的聚氨酯发泡为例,它是通过A料(异氰酸酯)和B料(多元醇混合物)的化学反应发泡成型的。这个过程有几个关键约束:一是流动性——发泡料在注入模具后,需要在发泡反应完成之前流满整个型腔。如果设计中有过于细长的通道或复杂的转折,料流可能无法在反应完成前抵达终点,导致局部缺料。设计时需要预估料流的路径长度,必要时调整进料口位置或增加流道设计。
二是发泡倍率。发泡材料在反应过程中体积会膨胀数倍到数十倍。这个膨胀不是均匀的,受到模具温度、材料配方、注射压力等多重因素影响。设计师需要预留足够的“工艺窗口”,允许实际生产中的参数波动。比如,理论上需要50mm厚度的产品,设计时就要考虑发泡倍率波动可能带来的±2mm公差,而不是把尺寸卡得死死的。
乳胶枕的生产则有不同的工艺特点。乳胶发泡后注入模具,在蒸汽加热下硫化定型。乳胶料的流动性较好,但对温度敏感,设计时需要考虑蒸汽能够穿透的厚度极限。如果产品局部过厚,中心部位可能硫化不充分,影响回弹性和耐用性。
硅胶枕芯则常采用模压成型工艺,将固态硅胶原料放入模具型腔,在高温高压下交联固化。这种工艺对设计的限制更多——固态原料的流动性远不如液态发泡料,复杂结构容易产生缺料或气泡。
模具端:从设计到量产的最后一道关卡
模具是连接设计与工艺的桥梁。设计师画出的每一条线,最终都要通过模具的型腔来“翻译”成实物。如果模具结构不合理,再好的设计也无法实现。
U型枕模具通常由上模壳和下模壳组成,合模后形成封闭的型腔,发泡料通过进料口注入。在模具设计中有几个关键决策点:分型面的选择决定了产品外观上那条“合模线”的位置。优秀的分型面设计会把合模线隐藏在U型枕的侧面或底部,不影响正面外观和颈部接触区的舒适度。分型面选得不好,合模线正好落在用户颈部接触的位置,使用时会明显感觉到一条凸起的棱线。
排气设计同样至关重要。发泡反应会产生大量气体,如果模具排气不畅,气体被困在型腔中,会在产品表面形成“气孔”或“缺料”。设计时需要在模具的分型面上设置排气槽,或在容易困气的部位增设排气销。
对于多腔模具(一次成型多个U型枕),还需要设计流道系统将发泡料均匀分配到各个型腔。流道的长度、截面形状和走向都会影响料流平衡,进而影响各型腔产品的品质一致性。
脱模机构的设置则决定了产品能否顺利从模具中取出。对于U型枕这种带有一定深度的产品,如果设计中有倒扣或深腔结构,模具可能需要增加顶出机构或采用抽芯结构。这些结构会增加模具成本和制造周期,设计师应在设计阶段就评估是否必要。
常见问答
问:如果设计图上的线条已经画好了,发现工艺实现有困难,该怎么办?
答:这是一个典型的“设计迭代”问题。最有效的做法是带着设计图与模具厂、发泡工艺工程师进行三方会审。很多时候,设计图不需要推翻重来,只需要对局部特征进行“工艺友好化”修改——比如增加脱模斜度、调整圆角半径、修改分型线位置等。修改后的设计在视觉上与原始设计几乎无异,但可制造性大幅提升。关键在于,这个沟通要在开模之前完成,而不是模具做了一半再改。
问:发泡工艺中常见的不良品有哪些?设计端可以如何规避?
答:常见的不良品包括缺料(填充不满)、气孔(表面有凹坑)、收缩痕(表面凹陷)、变形(产品翘曲或扭曲)、表面不光洁等。设计端可以通过以下方式规避:避免壁厚突变防止收缩痕;所有转角加圆角改善料流;控制最大壁厚防止内部气孔;合理设计分型面确保排气顺畅;在容易困气的部位增设工艺孔或调整料流方向。
问:模具成本很高,如何在设计阶段就控制模具成本?
答:模具成本主要取决于模具结构复杂度、型腔数量和精度要求。设计端可以从这几个方面控制:简化产品结构,减少不必要的倒扣和深腔;采用合理的分型面设计,避免复杂的滑块和抽芯机构;根据预期产量选择模具型腔数——小批量产品用单腔模,大批量用多腔模;在满足功能的前提下,接受合理的脱模斜度和表面纹理要求,避免追求“零斜度”的高精度模具。
问:软质发泡材料和硬质发泡材料在设计上有何不同?
答:软质发泡(如记忆棉、乳胶)和硬质发泡(如结构泡沫)在设计中最大的区别在于脱模和支撑结构。软质发泡弹性好,脱模时可以有一定程度的变形,因此对脱模斜度的要求相对宽松;硬质发泡成型后几乎没有弹性,必须严格满足脱模斜度要求,否则无法脱出。此外,软质发泡产品内部通常不需要复杂的加强筋结构,而硬质发泡产品为了保持形状稳定,往往需要设计加强筋,这又增加了模具的复杂度。
U型枕从线条到实物的旅程,是一场设计、工艺、模具三方协同的精密配合。设计师不能只满足于画出一条优美的曲线,还要理解这条曲线在发泡料流动中是否顺畅、在模具结构中是否可脱、在批量生产中是否稳定。工艺工程师不能只追求生产效率,还要尊重设计的美学和人体工学诉求,在工艺窗口内寻找最优解。模具设计师则是两者之间的翻译官,把设计的语言转化为模具结构的语言,把工艺的要求落实为模具的细节。
真正优秀的产品,从来不是单方面“画出来”或“做出来”的,而是在反复的沟通、修改、验证中,一点点打磨出来的。当你下一次拿起笔画出U型枕的线条时,不妨多问自己一句:这条线,工艺能实现吗?模具能开出来吗?当这三个问题的答案都是“能”,你的设计才算真正完成了从图纸到实物的跨越。
在产品开发的道路上,从设计图纸到量产落地的每一步都需要专业能力的支撑。如果你正在开发U型枕或其他软体家居产品,面临设计、工艺或模具方面的技术难题,一品威客可以为你连接全产业链的专业资源。你可以在任务大厅发布产品设计、模具开发或发泡工艺优化的需求,对接平台上百万专业服务商。人才大厅汇聚了工业设计师、模具工程师和发泡工艺专家,通过他们的案例作品和服务评价,你可以精准筛选出最适合你项目的人选。服务大厅的商铺案例则为你提供了丰富的行业参考,让你在合作前就对服务商的专业能力有清晰认知。想要自己提升产品开发技能?威客攻略栏目持续更新工业设计、模具制造与材料工艺的干货内容。一品商城提供各类设计软件、3D打印服务和材料样品支持。开通V客优享,享受专属权益与优先对接服务,让高效、专业的创意服务真正改变你的工作方式。一品威客,汇聚百万服务商,为你的每一件产品从图纸走向量产保驾护航。

交易额: 3412.16万元
企业 |山东省 |临沂市 |临沂市
交易额: 1081.25万元
企业 |山东省 |青岛市 |城阳区
交易额: 427.32万元
企业 |山东省 |济南市 |历下区
交易额: 167.8万元
企业 |浙江省 |温州市 |瓯海区
成为一品威客服务商,百万订单等您来有奖注册中

价格是多少?怎样找到合适的人才?
¥100 已有3人投标
¥1000 已有0人投标
¥1000 已有0人投标
¥200 已有0人投标
¥1000 已有3人投标
¥400 已有7人投标
¥100 已有0人投标
¥500 已有7人投标








 企业QQ
企业QQ
 智能客服
智能客服





