 请求处理中...
请求处理中...
请求处理中...
请求处理中...
你有没有遇到过这样的场景:一批崭新的文件柜从工厂发出,跨越几百公里到达客户手中时,柜门凹进去一块,边角的漆面像被砂纸打磨过,甚至抽屉滑轨变形导致无法正常开合。更让人头疼的是,客户拒收、拍照取证、扯皮责任、补发柜体、承担来回运费——一套流程走下来,单个柜子的利润被啃掉一大半。据行业统计,钢制文件柜在长途零担物流中的平均损耗率在6%到10%之间,而其中超过70%的损坏发生在边角撞击、柜门挤压和底座变形这三个环节。问题的根源往往不是材料用得不够多,而是包装结构设计存在系统性缺陷。今天这篇文章,将从物流场景的真实受力分析入手,为你拆解文件柜包装结构优化的完整思路。你将清楚了解文件柜在运输中究竟承受哪些破坏力,掌握五大核心防护条件的设计标准,并学会用低成本的结构改进替代盲目加厚缓冲材料。文章分为三个部分:运输过程中的损毁机理分析、六大结构优化方向、以及必须满足的五项必备防护条件。读完你就知道,降低损耗不一定意味着增加成本,更多时候只需要把保护用在刀刃上。
第一部分:你的文件柜到底在怕什么——运输损毁的力学分析
子主题1:运输途中的三种主要破坏力及对应的失效模式(+案例/数据)
要设计出有效的包装结构,首先得搞清楚文件柜在车上到底经历了什么。通过大量物流损毁案例的复盘,我们发现破坏力主要来自三种类型。第一种是“冲击力”,主要发生在装卸环节。当叉车司机把一托货物从车厢尾部放到地面时,如果下降速度过快,底部的文件柜会受到一个瞬间的垂直冲击。这种冲击传递到柜体后,最容易损坏的是底部的滑轨和脚轮。有家物流公司做过测试,从20厘米高度自由落体的冲击力可以轻松达到柜体自重的8到10倍,也就是说一个30公斤的文件柜底部要承受240到300公斤的瞬间压力,滑轨变形也就不奇怪了。第二种是“挤压力”,发生在车厢内货物码放过程中。文件柜通常码放两层甚至三层,上层柜子的重量加上运输中的晃动,会持续对下层柜子施加垂直方向的压力。如果包装结构没有合理的传力路径,压力会直接作用在柜顶薄钢板上,导致柜顶凹陷、柜门关不上。第三种是“振动与摆动”,发生在高速行驶和颠簸路段。车辆在高速上行驶时,车厢内持续存在10到50Hz的低频振动。这种振动本身不会直接破坏柜体,但会让包装内部的缓冲材料逐渐压缩变形,丧失保护能力。更麻烦的是转弯时的横向摆动,货物之间的相对位移会导致边角互撞。一份物流包装行业报告指出,在1000公里的运输距离中,一个标准托盘货物会经历大约15万次不同频率的振动,而大部分通用包装设计根本没有考虑这个疲劳因素。
子主题2:文件柜结构上的三个“先天弱点”及其保护优先级(+操作步骤)
文件柜作为金属薄板焊接产品,天然存在三个最脆弱的部位,包装结构设计必须优先保护它们。第一个弱点是“四角和棱边”。钢板在折弯后形成的锐角边虽然强度尚可,但受到点状撞击时应力高度集中,漆面会成片脱落,严重的会导致钢板卷曲。这个部位的保护优先级最高,因为它是运输中最容易被撞到的位置。第二个弱点是“柜门与铰链连接处”。柜门通过点焊式铰链与柜体连接,受到侧向冲击时铰链会率先变形或断裂。而且柜门是活动的,运输中可能产生自振,反复撞击门框导致漆面磨损。第三个弱点是“柜底与脚轮连接区域”。很多文件柜的脚轮是通过螺丝固定在底板上的薄钢板上的,垂直冲击会先压溃脚轮,然后把螺丝从底板中拉出,造成无法修复的损坏。根据这三个弱点,你可以制定保护优先级:第一优先级是四角护角和底板支撑,第二优先级是柜门锁定与缓冲,第三优先级是侧面整体防护。具体操作上,先为文件柜的三个方向(高度方向、宽度方向、深度方向)分别评估受冲击风险。高度方向风险最高,因为装卸和码放都涉及垂直冲击,所以底板和顶板的防护必须到位。宽度方向风险中等,主要来自车辆转弯时的横向摆动,需要在左右两侧设置有效的缓冲。深度方向风险相对较低,但因为柜门的存在,前侧需要单独考虑锁止和缓冲设计。按照这个优先级分配缓冲材料的厚度和密度,就能把有限的成本用在最需要的地方,而不是整柜均匀包裹。

子主题3:大部分人用错的三种“过度包装”及其真实效果(+常见错误)
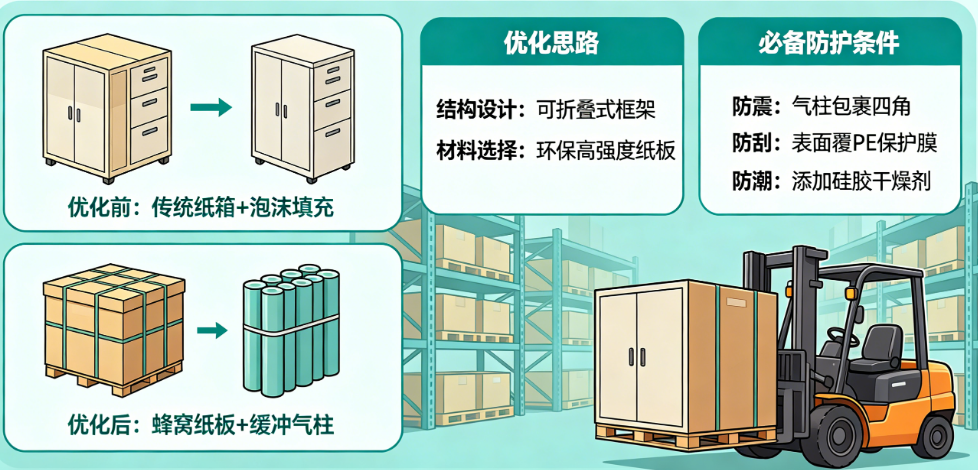
提到降低损耗,很多人的第一反应是“多加几层”。但实际上有些看似周全的包装方式,不仅浪费成本,甚至可能加剧损坏。第一个常见错误是“整柜缠绕多层气泡膜”。气泡膜的缓冲原理是气垫吸收冲击,但它的失效模式是“一次压缩永久变形”。当一台柜子被多层气泡膜包裹后码放在底层,上层柜子的重量会持续压迫下层的气泡膜,几分钟内气泡就被压扁了。等到车辆真的遇到颠簸时,这些已经失效的气泡膜几乎没有任何缓冲作用。更讽刺的是,压扁的气泡膜会让柜体与外部包装之间的间隙变小甚至消失,导致柜体直接接触外纸箱,摩擦反而加剧。正确的做法是只在关键部位使用高回弹材料(如EVA、PU泡棉),而不是全覆盖。第二个常见错误是“用超厚瓦楞纸箱替代结构设计”。有人觉得把纸箱从三层瓦楞换成五层甚至七层,强度就够了。但纸箱的抗压强度主要用于抵抗静压,对于动态冲击的缓冲效果非常有限。实验表明,相同厚度的五层瓦楞纸箱比三层瓦楞纸箱的抗冲击性能仅提升约15%,但成本增加了40%以上。真正的解决方案是在纸箱内部增加结构性支撑件,比如用蜂窝纸板做垂直支撑柱,用纸护角做对角线加强。第三个常见错误是“把所有空隙都用填充物塞满”。有人为了让柜子不在箱子里晃动,会用各种填充物把空隙填得严严实实。结果柜子被“锁死”在一个刚性空间中,外部冲击被毫无衰减地传递到柜体表面。正确的做法是保留适当的缓冲空间,让填充物有压缩行程来吸收能量。纠正这三个错误后,你完全可以在不增加甚至降低总包装成本的前提下,把损耗率降下来。
第二部分:六大结构优化方向与五项必备防护条件
子主题1:六大结构优化方向——从底托到护角的系统性改进(+案例/数据)
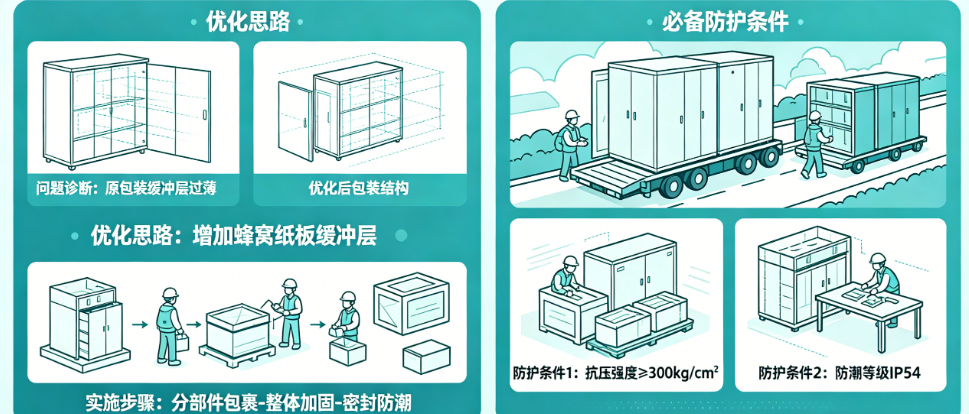
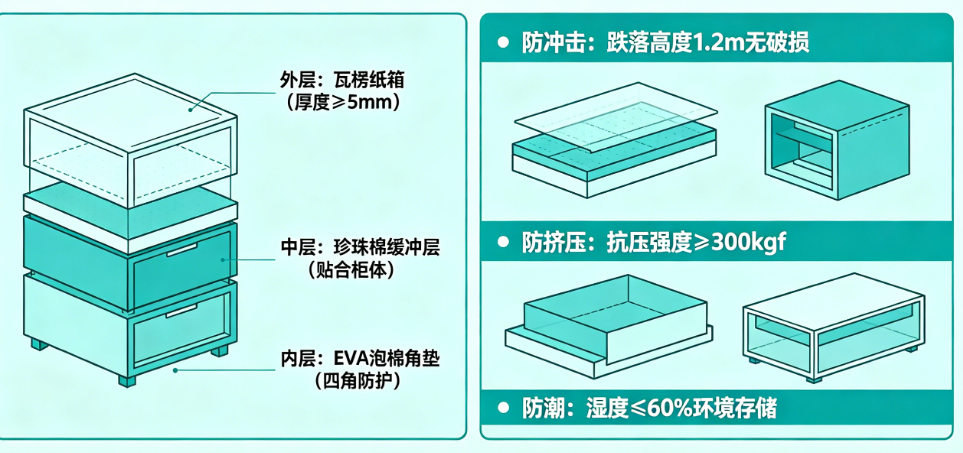
基于前面的受力分析和弱点识别,我们提炼出文件柜包装结构优化的六个核心方向,每个方向都有明确的改进目标和验证方法。第一个方向是“底托强化与脚轮悬空设计”。脚轮是最脆弱的部件之一,优化的核心不是加厚脚轮周围的缓冲,而是让脚轮在包装中完全悬空,不受力。具体做法是在底托上开四个凹槽或使用带孔的模压托盘,让脚轮陷入槽中,同时底托的受力面直接支撑柜体底板。这样垂直冲击力通过底托传递到柜体框架上,而不是脆弱的脚轮上。第二个方向是“四角护角的结构化升级”。从简单的L型泡沫升级为带卡槽的EVA护角,不仅能保护棱边,还能通过卡槽与相邻护角互锁,形成一个环绕柜体的保护框架。第三个方向是“柜门独立锁止系统”。在柜门和柜体之间增加一条打包带或粘扣带,防止运输中柜门自振开启。更进阶的做法是在护角上设计一个延伸臂,直接压住柜门中部。第四个方向是“顶板压力分散板”。当上层货物码放时,在柜顶放置一块大于柜顶面积的刚性板(可以是蜂窝板或5mm中密度板),把点状压力分散到整个顶面。第五个方向是“垂直支撑柱”。在柜体四周的空隙中插入纸管或蜂窝柱,建立一条从顶到底的垂直传力路径,避免压力直接作用在薄钢板上。第六个方向是“防滑底贴与码放限位”。在底托底部粘贴高摩擦系数的防滑垫,同时在顶托上设计定位卡槽,确保多层码放时上下托盘不会错位滑动。按照这六个方向优化后,有家企业将损耗率从9.3%降到了2.1%,单套包装材料总成本反而因为减少了填充物的滥用而下降了8%。
子主题2:五项必备防护条件——你的包装必须满足的最低标准(+操作步骤)
无论文件柜的尺寸、重量、材质如何变化,一套可靠的包装方案都必须满足以下五个基本条件。它们是保障物流安全的最低门槛,缺一不可。第一项是“抗压条件”。包装系统(从外箱到内部支撑)必须能够承受预期码放层数带来的静压力。计算方法很简单:单品重量乘以码放层数,再乘以1.5的安全系数。比如单个柜子30公斤,码放3层,那么最底层的包装需要承受30×3×1.5=135公斤的压力而不发生明显变形。测试方法是用抗压试验机施压24小时,变形量不超过5mm。第二项是“抗冲击条件”。必须通过跌落测试,标准高度根据物流场景确定。同城配送至少45cm,省内物流至少60cm,全国零担至少76cm,国际运输至少91cm。测试后柜体不得有影响使用和外观的损伤,漆面磨损面积不超过1平方厘米。第三项是“缓冲余量条件”。柜体与外部包装之间必须保留至少15mm的缓冲间隙,并在所有间隙中填充具有足够压缩行程(至少60%原始厚度)的缓冲材料。硬质填充物(如硬纸板)不能直接接触柜体表面。第四项是“防水防潮条件”。对于需要经海运或存放于露天仓库的文件柜,包装材料必须具有一定的防潮性能。瓦楞纸箱建议采用防潮配方的纸板或覆膜处理,金属件表面应有短期防锈油。淋雨测试要求模拟中雨条件下15分钟,内部不应出现可见水渍。第五项是“标示与操作条件”。外包装上必须清晰标注堆码极限(如“堆码层数极限3”)、重心位置、易碎标识和“禁止踩踏”标志。同时要考虑人工搬运的便利性,超过25公斤的包装应设计手抓孔或搬运带。这五项条件缺一不可,而且必须通过实际的模拟测试验证,不能停留在理论计算上。
子主题3:结构优化最容易踩的三个坑及规避方法(+常见错误)
在实际推行包装结构优化的过程中,有三个坑几乎每个企业都会踩到,提前了解可以有效规避。第一个坑是“只看单项测试结果,忽视全流程模拟”。很多企业拿一个优化后的样箱去做跌落测试,通过了就认为万事大吉。但实际上运输风险不是单一的跌落,而是跌落、振动、挤压、温湿度变化的叠加。曾经有一家企业的文件柜包装通过了标准的76cm跌落测试,但在实际运输中大批量损坏,原因是他们没有进行振动测试。柜体在长时间低频振动中产生微小位移,磨穿了内层的珍珠棉,最终导致金属表面直接接触纸箱,漆面磨损严重。规避方法是在打样阶段就委托有资质的实验室完成ISTA 3E或同等水平的全流程模拟测试,虽然多花两三千元测试费,但比批量事故的损失小得多。第二个坑是“护角过厚导致外箱撑破”。有人觉得护角越厚保护越好,于是把四个角的EVA护角加厚到30mm以上。结果外箱被护角从内部撑得鼓包,码放时上下箱子的接触面不是平整的箱面,而是鼓包与鼓包之间的点接触,反而更容易滑动和塌箱。正确的护角厚度应该控制在15到20mm之间,同时护角与外箱之间保留1到2mm的自然间隙。第三个坑是“忽略打包带的勒痕损伤”。用打包带固定文件柜时,如果打包带直接绕过柜体表面,在运输振动中会像锯条一样反复摩擦,产生明显的勒痕。这种损伤在所有物流损坏中占比不低。规避方法是在打包带与柜体接触的位置加装柔软的护角垫片,或者使用带有衬垫的打包带。如果预算允许,改用缠绕膜配合粘扣带固定,避免硬质打包带直接接触产品。记住这三个坑,你的结构优化之路会顺畅很多。
总结
核心要点回顾:降低文件柜物流损耗的核心思路是从“盲目加厚”转向“精准设计”。首先要弄清楚运输中的三种破坏力(冲击、挤压、振动)和文件柜的三个先天弱点(四角、柜门铰链、脚轮底板),然后针对性进行六大方向的结构优化——底托脚轮悬空、四角护角互锁、柜门独立锁止、顶板压力分散、垂直支撑柱、防滑码放限位。同时必须满足五项必备条件:抗压、抗冲击、缓冲余量、防水防潮、标示操作。避开三个常见坑:不要只看跌落测试忽视振动测试、不要让护角过厚撑破外箱、不要忽略打包带勒痕。下一步行动建议:从你最常发货的一个柜型开始,按照本文的五项必备条件逐条自检,找出最薄弱的环节优先改进。然后做一次全流程模拟测试,用数据验证优化效果。如果你内部缺乏包装工程专业能力,可以在平台上找到有经验的结构设计师,带产品图纸和物流数据过去,往往一次合作就能建立标准,长期受益。
FAQ部分
Q:我的文件柜主要走整车运输,不像零担那样挤压和颠簸,是不是可以简化包装?
整车运输确实比零担物流的环境要好一些,但不能盲目简化包装,因为整车也有它特有的风险点。整车运输最大的风险不是来自其他货物,而是来自“急刹车”和“装卸操作”。当一辆满载的卡车以60公里时速行驶时突然急刹车,柜子由于惯性会向前倾斜,产生的惯性力可以达到柜体自重的1.5到2倍。如果你的包装没有在前进方向(通常是车头方向)做加强,柜子可能会从托盘上滑脱或者直接撞上前方的货物。此外装车时叉车司机的一个小失误——托盘没有完全推到位、货叉撞击包装侧面——都可能造成局部损坏。所以整车运输可以适当降低对侧向和顶部的抗压要求,但前进方向的冲击防护和底托的防滑固定反而要加强。一个实用的建议是:在前进方向的那一侧增加一道横跨柜体宽度的打包带,并在柜体与打包带之间加装软垫。同时托盘底部使用防滑垫,确保急刹车时整个托盘单元不会滑动。至于顶部,因为整车通常只码一层或两层,抗压要求可以放宽,但至少需要一层防尘防水的外罩。记住一个原则:整车运输可以简化冗余防护,但不能省略关键防护。
Q:我尝试过用蜂窝纸板替代EPS泡沫做护角,但成本没有明显降低,是我选错材料了吗?
你提的问题很有价值,因为很多企业在“材料替代”的思路上走入了误区。蜂窝纸板和EPS泡沫各有适用场景,不是简单的谁取代谁的关系。蜂窝纸板的优势是“受压方向强度高”,在垂直受力时表现非常好,适合做顶板压力分散板和垂直支撑柱。而EPS泡沫的优势是“多向缓冲性能均衡”,在边角护角和异形填充方面更灵活。如果你用蜂窝纸板做四角护角,由于护角需要同时承受来自多个方向的冲击力(斜向撞击最为常见),蜂窝纸板容易从蜂窝结构的结合面处开裂,保护效果反而不如EPS。至于成本为什么没有降低,很可能是因为你为了达到与EPS同样的缓冲效果,不得不把蜂窝纸板做得很厚,或者采用了高密度的蜂窝芯材,材料用量增加抵消了单位成本的优势。更优的策略是“复合材料方案”:在垂直受力的位置使用蜂窝纸板或纸管,在边角受力的位置使用EPS或EVA,在填充空间使用再生料或充气袋。这种各取所长的组合方式,在实践中往往比单一材料方案节省15%到25%的成本。建议你做一个小范围的“材料组合试制”,分别测试两到三种材料的混合方案,找到成本和性能的最佳平衡点。
Q:我们的文件柜经常发往海外,海运的盐雾环境和集装箱内的高温会不会影响包装性能?
这个问题非常专业,海运对包装的挑战确实远超国内陆运,有三个方面需要特别注意。第一是盐雾腐蚀。海运集装箱内的盐分浓度可达普通环境的5到10倍,直接接触金属件的普通瓦楞纸箱会在两周内受潮变软,甚至出现黄斑污染柜体表面。解决方案是采用“金属件隔离”设计——所有可能与柜体直接接触的包装材料(尤其是内层缓冲材料)必须是无腐蚀性的,并在柜体表面喷涂短期防锈油或放置VCI气相防锈纸。外箱需要使用防潮配方的瓦楞纸板或覆膜纸箱,必要时增加一层塑料袋内衬。第二是高温高湿导致的材料性能衰减。集装箱在赤道航线上内部温度可达60℃以上,相对湿度接近100%。EPS泡沫在这种环境下会加速老化变脆,原本能承受76cm跌落的护角可能在运输中途就失去了大部分缓冲能力。因此在海运场景下,建议将EPS替换为耐候性更好的EPE珍珠棉或EVA。第三是堆码压力的变化。海运集装箱的高度限制意味着往往要码放四到五层柜子,底层的抗压要求比国内陆运高一倍以上。必须在每个柜子之间增加压力分散板,并确保外箱的边压强度(ECT值)不低于12kN/m。如果你刚刚开始做海运包装,强烈建议找一家有ISTA认证的实验室做一次完整的海运模拟测试(包括温湿度预处理、随机振动、压缩、跌落等环节),虽然测试费用在5000到10000元之间,但与一个集装箱的货损相比,这笔投入是非常值得的。
一品威客任务大厅,几乎每天都有办公家具企业、仓储设备公司发布“包装结构优化”“物流损耗降低”“文件柜防护设计”等相关任务需求,佣金从几百元到上万元不等。如果你需要快速找到专业的包装工程师,人才大厅里汇聚了来自全国各地的工业包装设计师、物流包装顾问和结构优化专家,他们很多都有钢制家具、大家电、重型产品的实战案例,支持按小时咨询或按项目合作,灵活高效。服务大厅里的优秀商铺案例非常有参考价值——有的工作室专门做“运输包装诊断”,他们会先分析你近三个月的损毁数据,然后输出一套“结构优化图纸+材料清单+BOM成本表”,很多企业按照这个方案实施后损耗率下降40%以上。想系统学习包装设计和物流优化的方法论?威客攻略专区定期更新行业干货,比如“瓦楞纸板选型指南”“缓冲能量吸收曲线解读”“ISTA测试标准全解析”等,全是服务商实战经验总结。开通V客优享会员后,你可以在任务大厅获得优先推荐、需求自动匹配和专属客服支持,让你的包装优化需求更快找到靠谱的服务商。改变你的工作方式——一品威客汇聚百万服务商,提供文化创意服务,从包装结构设计到全流程降本,每一个制造型企业都能在这里找到量身定制的解决方案。


价格是多少?怎样找到合适的人才?
¥1000 已有151人投标
¥3000 已有6人投标
¥5000 已有0人投标
¥3000 已有0人投标
¥3000 已有3人投标
¥3000 已有1人投标
¥5000 已有0人投标
¥40000 已有0人投标








 企业QQ
企业QQ
 智能客服
智能客服





